What is a bolt?
A bolt is an externally threaded fastener which is primarily used as a bolted joint in application with a nut.

Image source: Wiki
Unthreaded portion of the bolt is called shank. Usually the shank portion is not threaded because it acts as a dowel between two components acting against shearing forces.
Bolts can be of different types: anchor bolt, U bolt, hex bolt, eye bolt, J bolts
Bolt vs. Screw vs. Stud
To put it simply, basic differences between the bolts, screw and stud remain in their application.
The bolt is one which has external thread and which get tightened by holding its head fixed and applying torque to the nut.
The screw, on the other hand, gets tightened by applied torque by its head and goes inside the material.
Stud is a kind of special bolt which doesn’t have a head. Both of its ends are threaded and shank or unthreaded area is at the middle.
What are Bolts/Screws made up of?
Mostly steel. However, materials like stainless steel, titanium, monel metal find application for special purpose fastening, e.g., medical application.
How Bolts or Screws or Studs are Made
Overall manufacturing process of bolts, screws, studs and other external threaded fasteners are basically same.
Let us take a look at the overall manufacturing process flow chart:
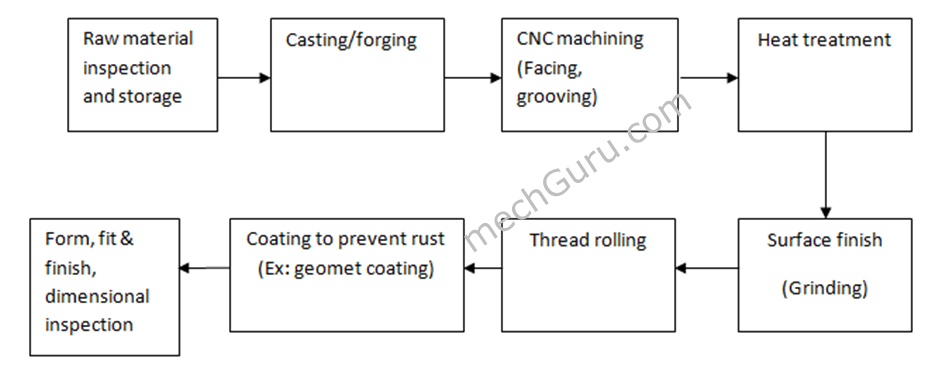
Step-1: Raw material inspection & storage
Raw material for the bolt to be decided upon the designer based upon application. Material to be used to be inspected and then proper storage location to be identified in order to avoid rust formation and proper coverage needs to be provided.
Step-2: Unthreaded / Unfinished bolt manufacturing
Mostly casting and forging are used in this stage.
Other methods may also be used:
1. Sintering
2. Prototyping (Rapid)
Step-3: CNC machining
After the part has been manufactured via forging/casting route, it is then machined to the required dimensions usually by CNC.
The operations followed here are: pointing, facing, grooving.
Step-4: Heat Treatment
Heat treatment is done after machining to make the fasteners stronger. Hardening & tempering operations are followed.
First, hardening is done such that bolt is heated to a temperature of 850-900°C and then quenched in the cooling media.
Secondly, the bolt is again re-heated to bring back the extreme hardened bolt less soft, so that the bolt remains stronger. Re-heating is done to bring down the brittleness of the bolt which happened during hardening.
Step-5: Surface Finishing
Next is the surface finish process. Usually, grinding process is carried out to make the surface smoother according to the surface finish specification.
Step-6:Thread Rolling
After finishing process, thread rolling is done with two dies. One is stationary and another is a moving die which actually exerts pressure on the bolts and forms threads.
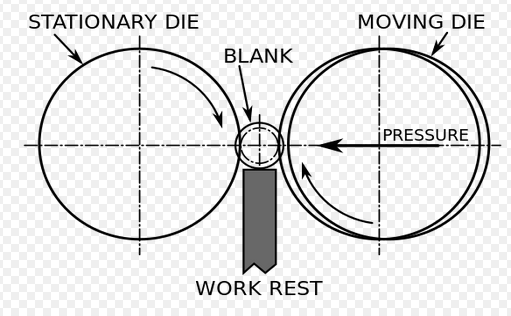
Image source: Wiki
Threads on bots may be fine, medium, coarse depending upon the application.
Step-7: Coating
After thread rolling, bolts and screw fasteners are coated in order to prevent rust and corrosion. A fine example of bolt coating is geomet coating in bolts which will be tested to SST (Salt Spray Test) depending upon the number of hours as specified.
Machinery called FISCHERSCOPE is used to determine coating thickness along with other thickness measuring instruments such as coating thickness meter.
Step-8: Inspection for Form, Fit & Function:
After all the processes being done, finally the part goes to inspection. It should meet
- Torque test, SST
- Fitment with nut
- Impact strength (Impact charpy test)
- Tensile strength test (%elongation of bolt)
- Core hardness of bolt
- Coating thickness
- Dimensional inspection etc.